Most Popular Products




FX-Recuperation Unit For Final Solvent Trap
Product Details:
- Product Type FX-Recuperation Unit For Final Solvent Trap
- General Use Solvent recovery in production lines
- Material Stainless Steel
- Type Industrial
- Capacity Customizable (as per requirement)
- Weight (kg) Approx. 210 kg
- Computerized Yes
- Click to view more
X
FX-Recuperation Unit For Final Solvent Trap Price And Quantity
- 1 Unit
FX-Recuperation Unit For Final Solvent Trap Product Specifications
- Stainless Steel
- Yes
- Single Shaft
- Integrated Heating Jacket
- Agitator Mixer
- Industrial
- Yes
- 4 kW
- Customizable (as per requirement)
- Available
- Metallic Silver
- High solvent recovery efficiency, robust construction, minimal maintenance
- 380V / 415V, 50 Hz / 60 Hz
- Electric Motor Drive
- Solvent recovery in production lines
- FX-Recuperation Unit For Final Solvent Trap
- Wooden Case / Export Standard
- 2200 mm x 900 mm x 1800 mm
- Approx. 210 kg
- Easy-access design for quick servicing
- Atmospheric or as specified
- Pharmaceutical, Chemical, and Paint Industries
- Overheat protection, Pressure relief system
- Supports wide range of organic solvents
- Manual or Pneumatic
- Less than 75 dB
- Mirror/Matte Finish Available
- Skid-mounted for easy installation
FX-Recuperation Unit For Final Solvent Trap Trade Information
- Cash in Advance (CID)
- 100 Unit Per Month
- 10 Days
- All India
Product Description
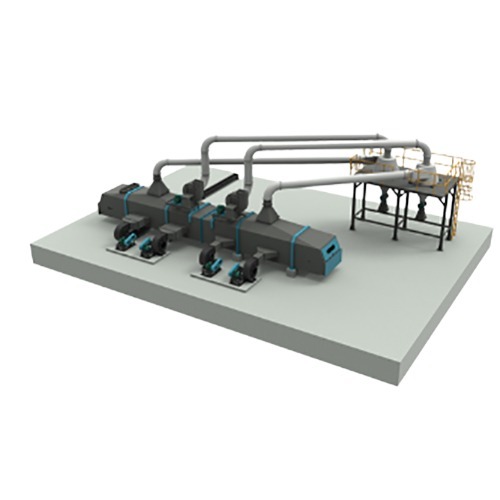
Recuperation Unit Overview:
The Recuperation Unit is specifically engineered for vent vapor recovery through an efficient absorption process. During operations such as extraction, drying, and distillation, non-condensable gases-primarily air-enter the system. If not properly managed, these gases can lead to operational inefficiencies and potential damage, making safe venting essential.
To address this, the unit incorporates an advanced absorption system in which vent gases pass through a carefully selected vegetable or mineral oil. This medium effectively absorbs residual solvent vapors. Continuous monitoring of the oil ensures timely detection of volatile buildup, and periodic replacement maintains optimal system performance. This process enhances equipment longevity, operational efficiency, and ensures compliance with safety and environmental standards.
Key Features
Optimized Air and Vapor Recuperation:
Efficiently recovers heat from exhaust vapors, reducing solvent losses and improving overall condensation efficiency.
Leak-Proof Connecting Flanges:
High-strength bolted flanges ensure secure, leak-free connections while allowing easy maintenance.
Convenient Maintenance Access:
Equipped with easily accessible manholes and handholes for inspection and servicing.
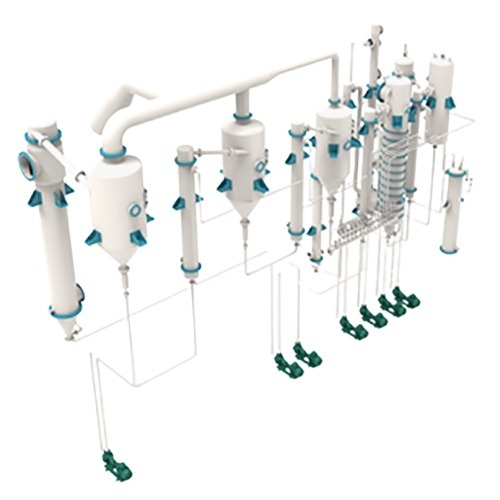
High-Efficiency Heat Exchange:
Incorporates plate heat exchangers (PHE) designed for high heat loads and superior heat transfer rates, resulting in economical operation.
Vacuum-Assisted Operation:
Operates under controlled vacuum conditions to enhance heat transfer efficiency and prevent thermal degradation of oil.
Corrosion-Resistant Construction:
Manufactured using stainless steel or coated carbon steel to ensure durability and long service life.
Inspection Windows:
Provides clear visibility of internal separation processes for better monitoring and control.
High-Temperature Sealing:
Precision water-jet cut gaskets ensure accurate fitting and eliminate leakage under high-temperature conditions.
Advanced Packing Internals:
Utilizes high-performance packing materials (such as Pall rings or structured packing) with increased surface area to improve absorption efficiency and overall process effectiveness.
The Recuperation Unit is specifically engineered for vent vapor recovery through an efficient absorption process. During operations such as extraction, drying, and distillation, non-condensable gases-primarily air-enter the system. If not properly managed, these gases can lead to operational inefficiencies and potential damage, making safe venting essential.
To address this, the unit incorporates an advanced absorption system in which vent gases pass through a carefully selected vegetable or mineral oil. This medium effectively absorbs residual solvent vapors. Continuous monitoring of the oil ensures timely detection of volatile buildup, and periodic replacement maintains optimal system performance. This process enhances equipment longevity, operational efficiency, and ensures compliance with safety and environmental standards.
Key Features
Optimized Air and Vapor Recuperation:
Efficiently recovers heat from exhaust vapors, reducing solvent losses and improving overall condensation efficiency.
Leak-Proof Connecting Flanges:
High-strength bolted flanges ensure secure, leak-free connections while allowing easy maintenance.
Convenient Maintenance Access:
Equipped with easily accessible manholes and handholes for inspection and servicing.
High-Efficiency Heat Exchange:
Incorporates plate heat exchangers (PHE) designed for high heat loads and superior heat transfer rates, resulting in economical operation.
Vacuum-Assisted Operation:
Operates under controlled vacuum conditions to enhance heat transfer efficiency and prevent thermal degradation of oil.
Corrosion-Resistant Construction:
Manufactured using stainless steel or coated carbon steel to ensure durability and long service life.
Inspection Windows:
Provides clear visibility of internal separation processes for better monitoring and control.
High-Temperature Sealing:
Precision water-jet cut gaskets ensure accurate fitting and eliminate leakage under high-temperature conditions.
Advanced Packing Internals:
Utilizes high-performance packing materials (such as Pall rings or structured packing) with increased surface area to improve absorption efficiency and overall process effectiveness.
Advanced Solvent Recovery for Industrial Applications
The FX-Recuperation Unit offers high-efficiency solvent recovery tailored to industries where safe, reliable, and effective solvent management is crucial. It combines modern features with superior construction to ensure uninterrupted operation in pharmaceutical, chemical, and paint manufacturing processes. With a customizable capacity, integrated heating, and PLC control, configuring the unit for specific production needs is straightforward and user-friendly.
User-Friendly Design and Safety Prioritized
Engineered for operator comfort and safety, the recuperation unit boasts an easy-access structure for rapid maintenance and a noise output of less than 75 dB. It's equipped with overheat protection and a pressure relief system, while the pneumatic or manual discharge option enhances flexibility. The mirror or matte finishes further provide a clean, professional look suitable for modern industrial environments.
Streamlined Installation and Versatile Operation
This unit is skid-mounted for efficient, hassle-free installation and relocation. Its dimensions are suited to most industrial layouts, and it's compatible with various organic solvents. Users can control and monitor operations through a PLC system, and the integrated agitator mixer, heating jacket, and electric drive motor ensure continuous, dependable performance.
FAQ's of FX-Recuperation Unit For Final Solvent Trap:
Q: How is the FX-Recuperation Unit installed in a production environment?
A: The unit comes skid-mounted, allowing for straightforward placement and connection within existing production lines. Its compact design and standardized packaging material (wooden case) ensure safe transport and installation.Q: What are the benefits of using this unit for solvent recovery in pharmaceutical, chemical, or paint industries?
A: It delivers high solvent recovery efficiency, minimal maintenance requirements, robust stainless steel construction, and advanced safety features, all of which contribute to reduced operational costs and enhanced environmental compliance.Q: Where can this solvent recuperation unit be integrated into industrial processes?
A: It is engineered for integration at the solvent recovery stage of manufacturing processes within pharmaceutical, chemical, and paint industries, fitting seamlessly alongside other equipment due to its customizable size and skid-mounted design.Q: What safety mechanisms are incorporated into the unit?
A: The FX-Recuperation Unit features overheat protection, a pressure relief system, and a low-noise operation design, ensuring safe and comfortable usage for operators.Q: When should routine maintenance be carried out on this recuperation system?
A: Thanks to its easy-access design, scheduled maintenance can be performed quickly and efficiently as recommended by the manufacturer's guidelines, typically coinciding with routine plant maintenance cycles.Q: How does the FX-Recuperation Unit manage different types of solvents?
A: It is compatible with a wide range of organic solvents, and its integrated heating jacket, agitator mixer, and PLC controls allow for precise adjustment based on the solvent properties in use.Q: What is the process for discharging recovered solvents from the unit?
A: The discharge system can be operated either manually or pneumatically, providing flexibility to match operational preferences and safety protocols within the facility.Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

Other Products in 'Solvent Extraction Technology' category

Quick Inquiry

Contact Details
FERRO OILTEK PVT. LTD.
GST : 27AABCF5537B1ZY
GST : 27AABCF5537B1ZY
Plot No-A-98, Anand Nagar MIDC, Ambernath East,Ambernath - 421506, Maharashtra, India
Phone :08045477061

 |
Ferro Oiltek Pvt. Ltd.
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
